

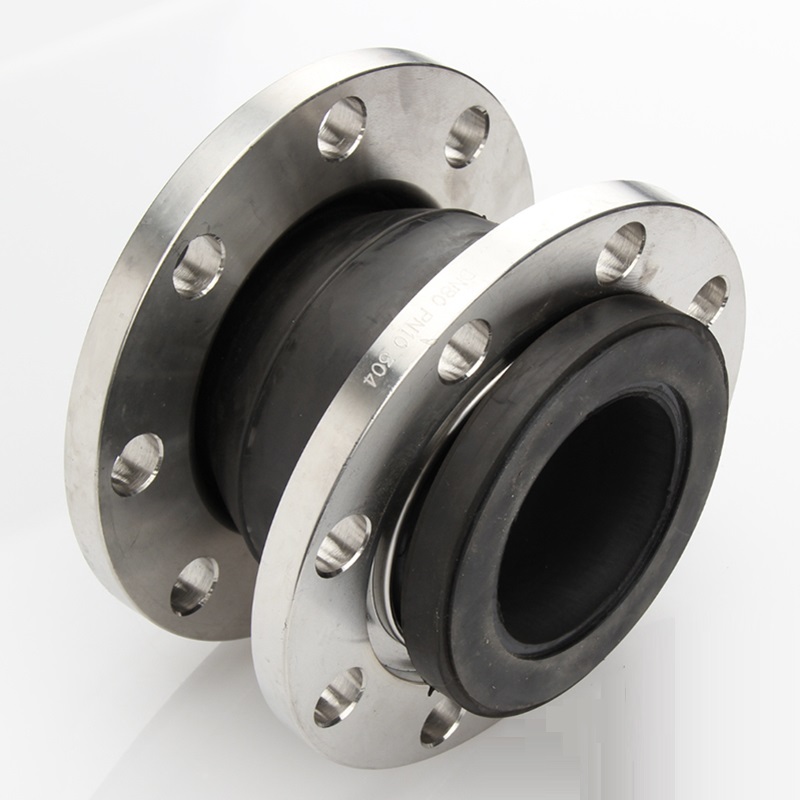
Si prodhohen nyjet fleksibël prej gome dhe në çfarë procesesh kalojnë ato?
Për të bërë nyje fleksibël gome nuk është detyrë e lehtë. Ajo kërkon kalimin e disa procedurave të përpunimit për të përfunduar. Lidhjet fleksibël prej gome janë pajisje të bëra nga gome dhe materiale të tjera, të cilat mund të reduktojnë në mënyrë efektive goditjen dhe zhurmën. Kanë kapacitet të fortë thithës të goditjeve dhe efekte të konsiderueshme reduktuese të zhurmës. Lidhjet fleksibël gome mund të përdoren kudo ku nevojitet thithja e goditjeve. Pra, cilat procedura të përpunimit përfshihen në prodhimin dhe formësimin e nyjeve fleksibël të gomës? Tani le të njihemi së bashku.
1. Përbërja e gomës
Përgatitja e përbërjes fleksibël të nyjeve të gomës është e njëjtë me atë të përbërjes së produktit të zakonshëm të gomës. Së pari, goma e papërpunuar duhet të plastikohet plotësisht për ta bërë atë të ketë plasticitetin dhe uniformitetin e duhur. Me rritjen e kohës së plastifikimit zvogëlohet koeficienti i humbjes së gomës dhe zvogëlohet varësia e tij nga amplituda. Gjëja kryesore gjatë përzierjes është të sigurohet që agjentët përbërës të shpërndahen në mënyrë të barabartë. Nëse përbërja e gomës nuk përzihet në mënyrë të barabartë, do të shkaktojë luhatje në ngurtësinë e amortizatorit. Për shkak të ngurtësisë së pabarabartë brenda gomës, do të ndodhë përqendrimi i stresit, duke shkurtuar kështu jetën e shërbimit të amortizuesit.
2. Trajtimi sipërfaqësor dhe ngjitja e pjesëve metalike
Shumica dërrmuese e nyjeve fleksibël prej gome përmbajnë pjesë metalike. Para se pjesët metalike të kombinohen me gomë, sipërfaqet e tyre duhet të trajtohen; përndryshe, kjo do të ndikojë në forcën e lidhjes së tyre. Ka shumë metoda të trajtimit sipërfaqësor për pjesët metalike. E përdorur zakonisht është spërkatja, e ndjekur nga pastrimi me tretës, tharja dhe më pas vendosja e ngjitësit. Ngjitësi që përdoret zakonisht aktualisht është chemlok, i cili ka një forcë lidhëse shumë të besueshme.
3. Sulfimi
Metodat e zakonshme të vullkanizimit për nyjet fleksibël të gomës përfshijnë vullkanizimin me ngjeshje, vullkanizimin e transferimit të mykut dhe vullkanizimin me injeksion. Procesi dhe pajisjet e zakonshme të vullkanizimit me kompresim janë relativisht të thjeshta. Nxehtësia transferohet nga sipërfaqja e sipërme dhe e poshtme e presionit në kallëpin metalik dhe gomën. Kjo metodë është veçanërisht e përshtatshme për produkte të mëdha me mure të trasha.
Metoda e vullkanizimit të transferimit të mykut përdor presionin e një preseje për të injektuar gomë në një zgavër të kallëpit metalik, i cili ka një efikasitet të lartë formimi. Vrimat e injektimit të gomës në fillim dhe në fund injektohen në zgavrën e kallëpit. Për shkak të efektit të forcës së fërkimit, temperatura e gomës rritet. Për më tepër, goma nxehet paraprakisht nga fillimi në fund përpara derdhjes me injeksion. Prandaj, metoda e transferimit të mykut mund të përdoret për të zvogëluar kohën e vullkanizimit.
Produktet e përfunduara komplekse që thithin goditjet e gomës mund të vullkanizohen me derdhje me injeksion. Duke qenë se pjesa e derdhjes me injeksion dhe pjesa ngrohëse dhe shtypëse e makinës së derdhjes me injeksion janë pjesë përbërëse, goma vendoset në piston në formë shiriti ose fletë dhe pasi të nxehet plotësisht, injektohet në zgavrën e kallëpit metalik nën presion të lartë.
Duke u nisur nga lëndët e para, zbatohet kontroll i rreptë i cilësisë. Çdo grup i lëndëve të para inspektohet dhe kualifikohet nga teknikë laboratori përpara se të hyjë në fabrikë. Disa personel të grumbullimit të gomës përziejnë materialet në proporcionin e kërkuar. Pas përfundimit të grumbullimit, ai dërgohet në punishten e përzierjes së gomës dhe shtypet në fletë gome sintetike nga mikseri i gomës. Pas kalimit të kontrollit, fletët e gomës sintetike dërgohen në punishten e prerjes së zorrës së amortizatorit, ku stafi i prenë ato sipas modeleve dhe madhësive të ndryshme. Pas përfundimit të boshllëkut, kryhet procesi i formimit. Pasi çdo kallëp i zorrës së amortizatorit të inspektohet dhe të konstatohet se është i kualifikuar, ai dërgohet në punishten e vullkanizimit, ku stafi vendos kallëpin. Vendoseni kallëpin në makinën vullkanizuese. Makina vullkanizuese do ta shtyp mirë kallëpin. Në këtë kohë, makina vullkanizuese vendoset në një temperaturë konstante prej 180 gradë, dhe vullkanizimi kryhet për 40 minuta. Pas 40 minutash, hiqni amortizuesin e vullkanizuar nga kallëpi dhe provoni integritetin e vullkanizimit të amortizatorit. Pritini skajet e amortizatorëve të vullkanizuar dhe vendosini në teleferik gjysmë të gatshëm pas prerjes. Zorrat gjysëm të gatshme të amortizatorit brenda teleferikut dërgohen në punëtorinë e montimit të fllanxhave, ku stafi monton fllanxhat e zorrës së amortizatorit dhe zorrët gjysmë të gatshme të amortizatorit në produkte të gatshme. Stafi i departamentit të inspektimit të cilësisë merr në mënyrë të rastësishme dhe teston presionin e amortizatorëve të përfunduar. Amortizatorët që kalojnë testin e presionit janë të paketuara. Amortizatorët e përfunduar të ambalazhuar vendosen në magazinë, duke pritur për t'u ngarkuar në automjete për dërgesë.
Shënim: Gjatë vullkanizimit, koha dhe temperatura e vullkanizimit duhet të kontrollohen rreptësisht. Në përgjithësi, shkalla e ndërlidhjes së gomës rritet me shtimin e dritës, ndërsa moduli i gomës dhe koeficienti i konsumit të gomës zvogëlohen. Prandaj, vullkanizimi i nyjeve fleksibël të gomës duhet të jetë i plotë. Si nënvullkanizimi ashtu edhe mbivullkanizimi do të bëjnë që performanca e produktit të përfunduar të bjerë.
Lajme të ngjashme
- Si funksionon një tub i ujërave të zeza?
- Si i përmirëson gypat U-PVC sistemet moderne të tubacioneve?
- Pse të zgjidhni midis tubave UPVC dhe tubave HDPE?
- Pse tubi i hekurit duktil është ende zgjedhja e sigurt për rrjetet e ujit me jetëgjatësi?
- Cilat makineri dhe mjete të instalimit të tubacioneve më ndihmojnë të dorëzoj projekte më të shpejta, më të sigurta dhe më fitimprurëse?
- Pikat kryesore për inspektimin e cilësisë së tubave të hekurit duktil
Më lini një mesazh










